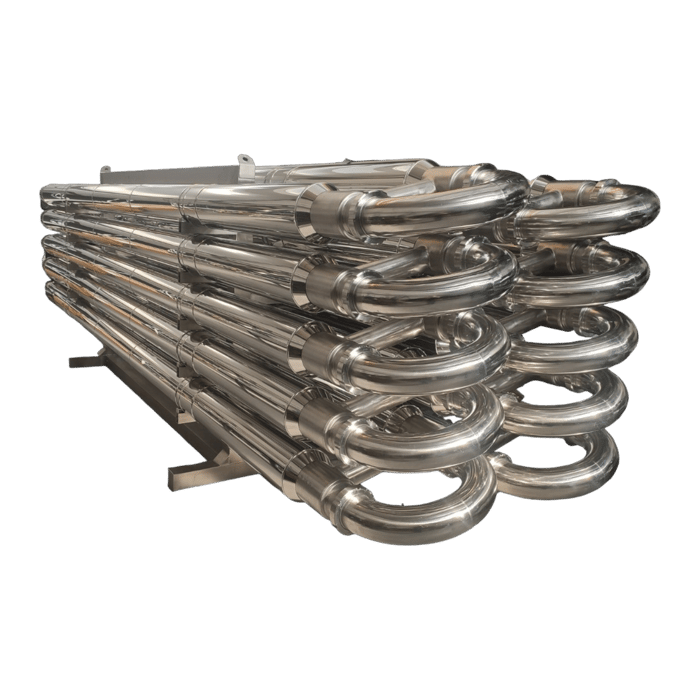
Tube / multitube heat exchangers
Built to withstand pressure and thermal cycles
FZ INOX stainless steel tube and multitube heat exchangers deliver efficient, durable heat transfer for the food industry. Available as single tube, tube bundle, coil or corrugated tube — and designed to withstand high pressures and repeated thermal cycles.
Customisable to your fluids and process, from viscous liquids to gases, they are an ideal choice for heating, cooling and heat recovery.
Request a quote WhatsAppKey benefits
Gallery
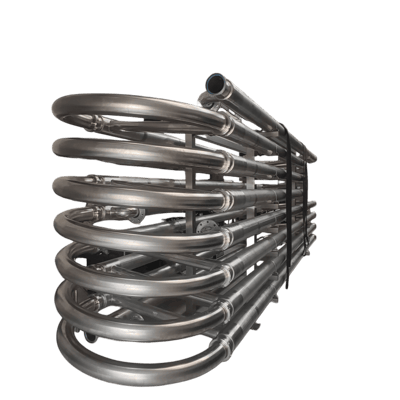


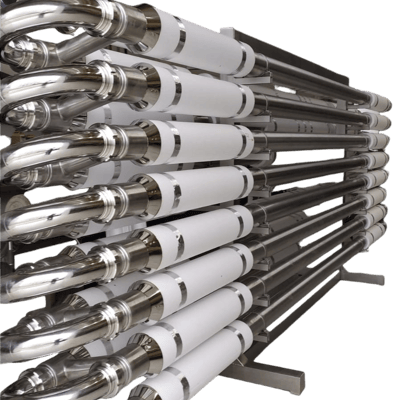

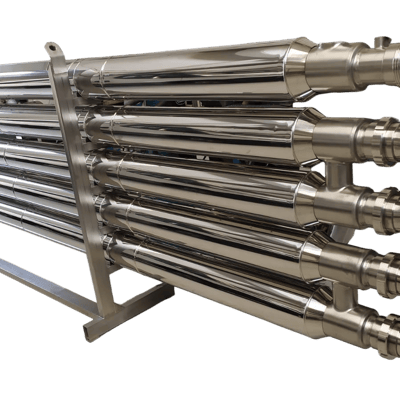

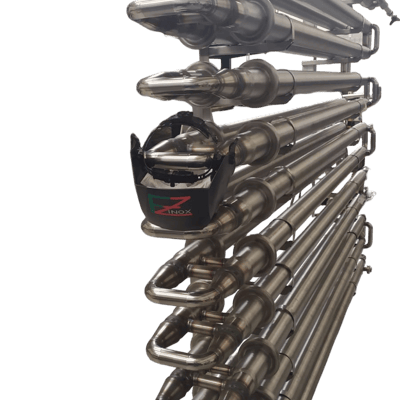


Tube heat exchangers are a crucial component for optimising energy efficiency and thermal control in numerous industrial applications. Their versatility, durability and adaptability make them an ideal choice for improving heat transfer processes. Rely on our experience to find the perfect tube heat exchanger for your specific needs.
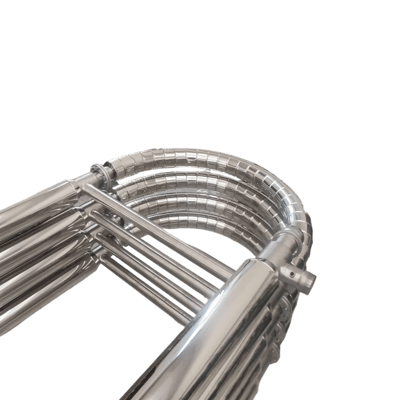
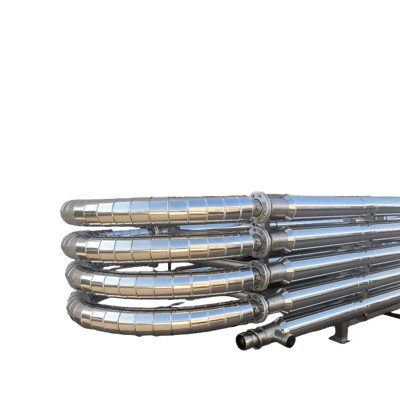
In-line tube bundles for milk cooling
Tube bundle pipes for milk cooling are an innovative, highly efficient solution for cooling freshly milked milk during transfer to the storage tank — from the milking robot to the tank. Used in place of traditional piping, they optimise cooling without taking up any extra space, integrating perfectly into existing lines.
Key benefits
How it works
The freshly milked milk passes through the small inner tubes, while a refrigerant fluid circulates in the outer section. This provides continuous, uniform heat exchange, rapidly bringing the milk to the desired temperature without altering its organoleptic properties.
Ideal applications
Tube bundle pipes are particularly suited to livestock farms and agricultural businesses aiming to improve production efficiency, ensuring a high-quality, compliant end product. You get fast, safe milk cooling while optimising space and operating costs — the tank then only needs to keep the milk at temperature, not cool it.



Need a tube heat exchanger for your process?
Contact us today for more information and a tailored quote.
Request a quote Chat on WhatsApp